Chapter 1
Survey
In this chapter we will discuss the general problems in
control design. In the first section
the environment for design with its confinements and
contradictory control aims will be
illustrated with a general blockscheme and an industrial
plant. In the second section the
main control design strategies of today will shortly
be characterized, their limitations and
benefits be indicated.
1.1 Control environment
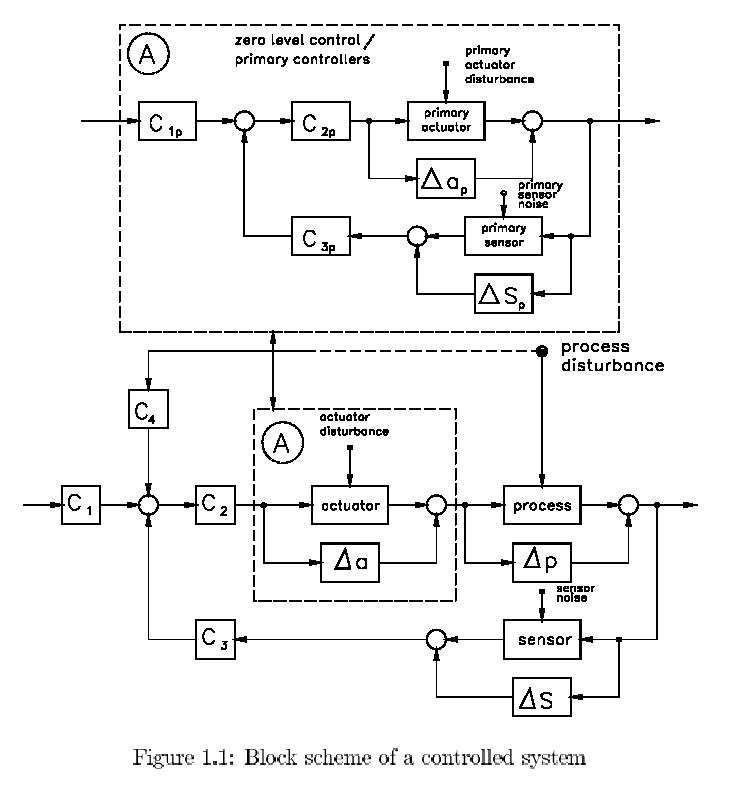
For facilitating the discussion consider a general and
rather complete representation of
a controlled system in Fig. 1.1. The nominal model transfer
function P of the plant to
be controlled is indicated by the block “process".
Because a model is always just an
approximation of the real world behavior Pt
we have to cope with a model uncertainty
block ΔP that bypasses the model such that:
Pt = P + ΔP
(1.1)
During operation the actual output y of the plant is
not only effected by controlled inputs
but also by process disturbances entering the process
at various points. Generally these
disturbance effects are combined in a disturbance signal
additive to the output.
The actual inputs of the plant
take the form of position, speed, force, torque, flow
of fluid, gas or heat, pressure and the kind, while the
output of the controller generally
is a voltage from e.g. the DA-converter. In between we
need an actuator that converts
the steering voltage into the proper quantity. This might
be a pump, a (servo-)motor, a
valve, a burner, a heat exchanger, etc. and these all
have in common that the effective
transfer is far from an ideal, static, linear function.
Most often, (primary) controllers
have been applied to let the closed loop transfer of
such actuators approximate a linear
transfer in a frequency band encompassing the dynamic
behaviour of the ultimate plant to
be controlled. Consequently what we show on the level
of the plant occurs as well on the
local level of the actuator which we have shown in Fig.
1.1 in the upper dashed block (A).
This actuator control is called `zero level control'
by means of `primary controllers'. On the
level of the plant we just consider a (closed loop) actuator
transfer model, its uncertainty
block _a and actuator disturbance analogously to the
plant itself. In most textbooks the
actuator is not explicitly visualized but tacitly enclosed
in the plant transfer.
What has been said about the
actuator applies to the sensor in a dual form. Actual
output quantities like position, speed, angle, rotation
speed, fluid level, pressure, tem-
perature etc. is to be converted to a voltage in the
proper range of the AD-converter.
Inevitably, the sensor transfer is not unity and we have
to deal with transfer uncertainty
and sensor noise. Sometimes primary controllers and noise
filters are used here as well to
improve the characteristics like in gyros, to control
the rotation speed, or in measuring
servo systems.
Finally we distinguish 4 blocks
Ci that constitute the control:
・ C1: a feedforward
block that filters the reference signal, indicating the aimed level
changes for the actual output.
・ C2: a compensator
block that adapts or corrects the actuator and plant transfer.
・ C3: a feedback
block that brings in the measured output signals.
・ C4: a possible
disturbance feedforward block. Sometimes disturbing quantities like
environmental temperature, pressure, humidity, grid voltage fluctuations,
light in-
tensities etc. can be measured and used to improve the disturbance reduction
by this
control loop.
These control blocks Ci have to be designed
such that the following goals and constraints
can be realized in some optimal form:
stability The closed loop system should be stable.
tracking The real output y should follow the reference
signal ref.
disturbance rejection The output y should be free
of the influences of the disturbances.
sensor noise rejection The noise introduced by
the sensor should not affect output y.
avoidance of actuator saturation The actuator
should not become saturated but has
to operate as a linear transfer.
robustness If the real dynamics of the process
change by an amount ΔP (and similarly
for the actuator and the sensor), the performance of the system, i.e. all
previous
desiderata, should not deteriorate to an unacceptable level. (In explicit
cases it may
be that only stability is considered.)
It will be clear that all above desiderata can only be
fulfilled to some extent. It will be
explained in chapter 2 how some put similar demands on
the controllers Ci, while others
require contradictory actions, and as a result the final
controller can only be a kind of a
compromise. To that purpose, it is important, that we
can quantify the various aims and
consequently weight each claim against the others.
As an example let us start with
the disturbance reduction and tracking aim. In order
to reduce the effect of the disturbance and minimize
the tracking error we can compare
the measured output with the reference by putting C1
= 1 and C3 = 1. Next a very
`large' C2 can then in principle minimize
the disturbance effects in the output to a very
low level. However, this very same high gained C2
has very unpleasant side effects : the
stability is endangered, the actuator will saturate and
the sensor noise will be introduced
and amplified to an unacceptable level. So these latter
three constraints define the bound
for the best obtainable performance in the sense of disturbance
reduction and tracking.
We can in principle relax the constraints by applying
actuators with a broader range and
sensors with less noise. This implies higher powered
and heavier actuators and higher
precision sensors that will certainly be more costly.
So, eventually, the economic principle
defines the ultimate compromise that follows.
Another example is that the
robustness requirement weakens the other attainments,
because a performance should not only hold for a very
specific process P, where the control
action can be tuned to very specifically, but also for
deviating dynamics in ΔP. There is
no way to avoid ΔP considering the origins of it:
unmodelled dynamics The nominal model P will often
be taken linear, time-invariant
and of low order. As a consequence the real behaviour is necessarily approximated
since real processes cannot be caught in those simple representations.
time variance Inevitably the real dynamics of
physical processes change in time. They
are susceptible to wear during aging (e.g. steel rollers), will be affected
by pollution
(e.g. catalysts) or undergo the influence of temperature (or pressure,
humidity … )
changes (e.g. day and night fluctuations in glass furnaces).
varying loads Dynamics can substantially change
if the load is altered: the mass and
the inertial moment of a robot arm is determined considerably by the load
unless
you are willing to pay for a very heavy robot that is also very costly
in operation.
manufacturing variance A prototype process may
be characterized very accurately,
this is of no help if the variance over the production series is high.
A low variance
production can turn to be immensely costly if one thinks e.g. of a CD-player:
in
principle one can produce a drive with tolerances in the micrometer-domain
but,
thanks to control, we can suffice with less.
limited identification Even if the real process
were linear and time-invariant, we still
have to measure or identify its characteristics and this cannot be done
without an
error. Measuring equipment and identification methods, using finite data
sets of
limited sampling rate, will inevitably be suffering from inaccuracies.
actuators & sensors What has been said about
the process can be attributed to actu-
ators and sensors as well that are part of the controlled system. One might
require
a minimum level of performance (e.g. stability) of the controlled system
in case of
e.g. sensor failure or actuator degradation.
In Fig. 1.2 the effect of the robustness requirement
is illustrated. In concedance to the
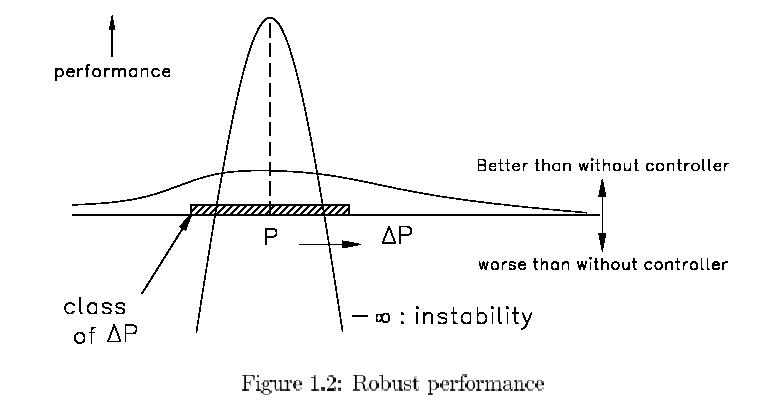
natural inclination to consider something better if it
is higher, optimal performance is
a maximum here. So the vertical axis represents a performance
aspect; a higher value
indicates a better performance. Positive values are representing
improvements by the
control action and negative values denote a behaviour
worse than without a controller.
For extreme values -∞, the system is unstable. In this
super-simplified picture we let
the horizontal axis represent all possible process behaviours
centered around the nominal
process P with a deviation ΔP living in the shaded slice.
So this slice represents the class
of possible processes. If the controller is designed
to perform well for just the nominal
process, it can really be fine-tuned to it, but for a
small model error ΔP the performance
will soon deteriorate dramatically. We can improve this
effect by robustifying the control
and indeed improve the performance for greater ΔP but
unfortunately and inevitably at
the cost of the performance for the nominal model P.
One will readily recognize this
effect in many technical designs (cars, bikes, tools,
... ), but also e.g. in natural evolution
(animals, organs, ... ).
In above sketch of the environment
for control design we have tacitly assumed that all
blocks have only one input signal and one output signal
like in most of the conventional,
basic control textbooks. We then talk about SISO-systems
(Single Input Single Output).
For the general plants, to be discussed, the relevant
transfer may be multivariable resulting
in a MIMO (Multi Input Multi Output) transfer.
In the multivariable case all above single
lines then represent vectors of signals. For example,
in a CD-player the laser beam has to
be focussed on the track in the CD despite of the radial
and vertical unbalance caused by
the rotation. Because the radial and vertical disturbance
and control interact we really
deal with a MIMO-process. In stead of such a single product
we would like to exemplify
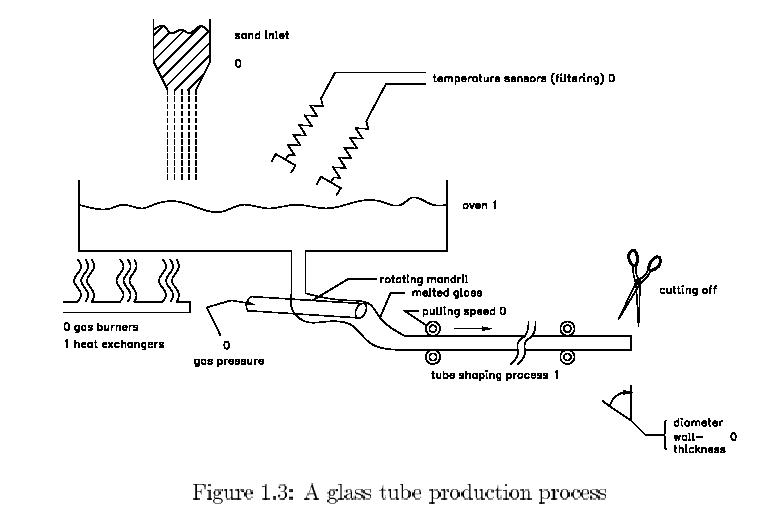
control design categories by means of a production plant
as sketched in Fig.1.3. By this
production unit, glass tubes are manufactured for e.g.
fluorescent lamps. Immediately two
subprocesses can be distinguished on level 1 where we
reserved level zero for the implicit
actuator control. On the one hand we have the glass furnace
where the raw material sand
is transformed into a melted glass stream of the proper
viscosity. On the other hand we
have the tube shaping process where the glass flow is
moulded to a glass tube.
For the furnace, the control
inputs are the sand inflow, the gas flow to the burners,
the pressure of the cooling air and the outputs are the
melted glass outflow and its tem-
perature which directly determines its viscosity. Disturbances
on the outputs are caused
by fluctuations in the composition of the raw material
and the caloric value of the gas and
the air temperature.
The shaping of the tube is realized
by winching the steady glass flow on a rotating
mandrel under a certain tilting angle from which the
glass drains into what is called a
`ham'. This ham is kept under a certain pressure by the
gas that is pressed through the
hollow mandrel. The tube is then continuously pulled
from the ham and transported under
slow rotation over a length of about 60 meters for cooling.
At the end, the tube is cut into
pieces of proper length. The inputs of this shaping process
are the mandrel gas pressure
and the pulling speed. The outputs are the diameter and
wall thickness of the tube
measured at some distance from the ham because of the
extreme heat. As disturbances
can be mentioned the variations of the glass flow and
the viscosity (so the tracking errors of
the previous process), air temperature and pressure,
effects of the rotation of the mandrel
and the pulling machine (e.g. eccentricity of the wheels
and bearings).
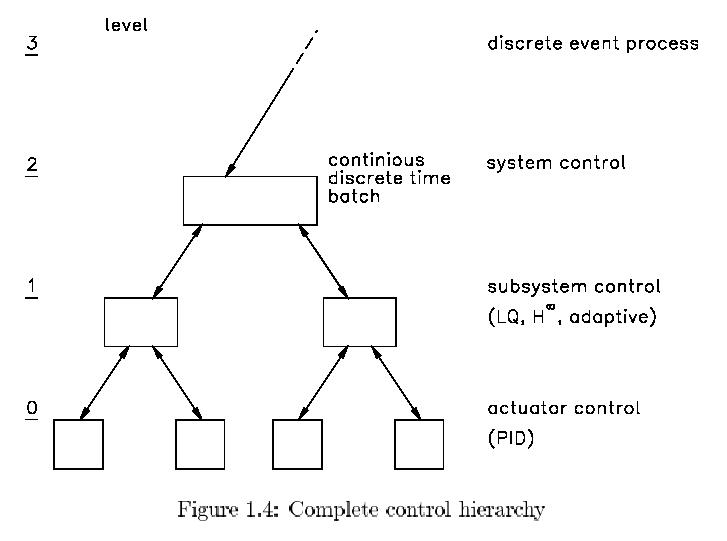
Let us explicitly discuss the control at several levels
now, as hinted at before and
illustrated in Fig. 1.4:
・ level 0: At zero level
the actuators and permanent conditioning processes are con-
trolled, like:
the actuators for the sand inlet , the gas pressure, the cooling air, the
mandrel gas
pressure, the pulling speed and the processes that keep the mandrel and
the tube itself
in constant rotation. This control is mostly done by the conventional
PID-controllers
or, in case of strong nonlinearities, by means of dedicated nonlinear
control techniques.
・ level 1: At level
one we distinguish the subprocesses with clear inputs and outputs
that depend on each
other, like here the furnace and the shaping process. Tradition-
ally the control
was done by operators but is gradually assisted or even taken over
by MIMO-control
techniques like LQG-control, adaptive control and robust control
to be discussed
in the next section.
・ level 2: On this level
the interaction between the various subprocesses is kept under
control by adapting
the reference signals. In principle the same techniques can be
used as for the
previous level but on a much slower time scale.
・ level 3 : Here the
inventory control of the raw material, the products in the form of
categories of tubes,
the gas supply, the costs of electricity is taken place. Completely
different techniques
are in use, like discrete event process control that will not be
discussed here.
・ level 4 : After some
time the furnace has to be rebuild because of degradation of
the walls. Also
the mandrel wears and the pulling machine needs servicing. This
time scheduling
and long term planning has time constants in the order of weeks to
months.
・ level 5 : At an even
lower pace runs the planning for the housing and product
selection for the
whole enterprise, where economic control is central.
By means of above hierarchy of
levels the problem of hierarchic control is easy to grasp.
The higher the level the lower the pace. Each lower level
acts more or less as an all pass
process for the frequency band of its upper level. There
is a command stream from above
that puts severe constraints on the lower level process
control by means of the reference
signals that can thus be rather low frequent. The control
at the higher levels is based upon
information from the lower level. But this lower level
proceeds at a much higher rate so
that there is much too high an information density unnecessary
for the higher level. An
appropriate information stream is therefore indispensable
which is balanced between the
data overload and information insufficiency. Both can
lead to low performance or even
instability.
So the real environment of control
design teaches us that we have to deal with multi-
variable systems, that control will be a compromise in
the fulfillment of contradictory aims
and constraints, that control performance has to be robust
for model perturbations and
that the systems might be embedded in an hierarchical
structure.
There is still another issue
that becomes evident from the example of the glass tube
production line. In the start up situation it will be
clear that we have to deal with a
substantially nonlinear process. The furnace has
to be heated up from zero and special
techniques are necessary to pull the initial tube from
the ham. A similar situation occurs
at the shut down procedure. Less pronounced, but nonetheless
nonlinear, is the behaviour
in the change over trajectory where the production is
changed from one diameter and wall
thickness to another set of these. The control of this
change
over is substantially different
from the control in a constant working point where indeed
a linear model with a linear
controller could do the job. So the issue is how to deal
with nonlinear plants. We list the
following approaches:
・ single linearisation.
If the signals just show small excursions about some average
value, the
obvious solution is to linearise the plant in the proper equilibrium or
working point.
The nonlinear effects are then supposed to remain relatively small
and can be
treated as model perturbations or considered as disturbances. This
way the linearised
plant can be controlled by classical PID-controllers or, if better
quantisised,
by robust control techniques.
・ multiple linearisation.
If the range is to big to be covered by a single lineari-
sation, it
can be partitioned into overlapping subranges for each of which a single
linearisation
can be developed. The overlapping is then necessary to switch from
the one linearisation
to the other. This switching should be taken very literal be-
cause the
model is changing and thus the necessary controller as well. So the one
controller
is switched o_ while the other is switched on. The problem then hides
in the initial
state of the controller that is switched on. It takes some time before
the transient
is died out or one has to `warm up' the controller before the switching
which requires
special techniques and puts constraints on the controller. On top of
that, one
has to make sure that the next moment the switching is not again reversed
so that a
kind of oscillation occurs. This is overcome by the mentioned overlap and
by a properly
defined switching hysteresis. Nevertheless, it appears to be difficult
to realize
a bumpless transition . As an alternative a "fuzzy" transition is proposed,
where the
output of the one controller is gradually diminished and overtaken by the
output of
the other controller. Consequently we have to deal with a weighted sum
of
both controllers
in parallel which effect is hard to analyse for e.g. stability. Finally
and again
one has to compromise between a fine meshed partitioning for the best
linearisation
and a minimum number of transition `bumps'.
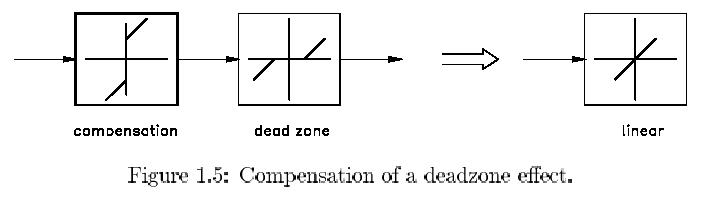
・ linearisation by compensation.
If the nonlinearity is essentially nondynamic it
can be compensated
by the static complementary function. As an example the dead
zone can be taken
as illustrated in Fig. 1.5 where the complementary function is
also shown. In this
way one can e.g. compensate for the nonlinear valve character-
istics, nonlinear
transmission rates, friction characteristics and also nonlinearstatic
measurements.
・ adaptive control In
the case that the plant dynamics are linear over limited time
horizon but
that they change over the long run, adaptive control can be applied.
During the
time span that the dynamics can be supposed to be linear and time
invariant,
the transfer function is estimated and a proper controller tuned for this
transfer.
This estimation and tuning is then continued on-line so that slow change
in time can
be followed.
・ linearisation by feedback.
Under certain complex conditions, that can be verified
if the plant
dynamics are not too complicated, the dynamics can be made linear
by means of
a nonlinear feedback. Not only for a limited range as for the single
linearisation,
but for the very range for which the nonlinear model holds true. It can
only be applied
if the model is very good and if sensor noise and disturbances can
be neglected
to a certain level. This can e.g. be true for mechanical systems like
robots.
・ nonlinear control
One can attack the nonlinear plants in their own nonlinear
domain by
dito controllers. Soon, if the plant is somewhat complex, this founders
on the very
complex computations.
・ `intelligent control'.
As the previous approach suffered from the complexity of the
analytical
computations, it is often tried nowadays to find the nonlinear dynamic
controller
by optimization within a set of nonlinear, dynamic transfers. This set
can be a neural
network or a fuzzy logic based controller. The techniques will be
discussed
in later sections but the main problem is in the choice of the controller
set
and in the
optimization: One never knows whether the set is big enough and the
optimization
can stop in a local extremum.
If the nonlinearity
has a `conditional' character expert systems can help. It will be
clear that
conventional PID controllers can do very little in case a sensor or actuator
breaks down.
However, an expert system can choose the proper strategy if it is well
designed.